

Die Pulverlackierung ist ein Verfahrung zum Beschichten von Metalloberfläche mit einer organischen Schicht, das zu Dekorationszwecken und/oder zum Schutz gegen Korrosion und aggressiven Einwirkungen durchgeführt wird. Die zu bearbeitenden Teile werden mit Pulverbeschichtung auf der Basis von Kunstharzen (z.B. Epoxidpulvern) überzogen, die durch elektrostatische Wirkung haftet, und dann in einen Ofen gegeben, wo der Lack durch die Temperatur zuerst schmilzt und danach polymerisiert, wobei eine haftende Schicht entsteht.
Die Lackierung

Die Kataphorese
Die Oberflächenbehandlung der Kataphorese ermöglicht die Haltbarkeit von bestimmten Erzeugnissen aus Eisen, Aluminium, Blech oder anderen Legierungen zu steigern. Nach dieser Behandlung weisen die behandelten Einzelteile eine erhebliche Beständigkeit gegen chemische und umweltbedingte Korrosion auf. Nach einer Sprüh- und Tauchentfettung wird das Erzeugnis gebeizt, aktiviert und mit Zinksalzen phosphatiert. Die Anlage sieht folgende Bearbeitungsstufen vor: Entfetten, Beizen, mikrokristallines Phosphatieeren (Phosphatieren mit Zinksalzen) und bestimmte Spülphasen. Anschließend erfolgt die eigentliche Kataphorese mit einem Produkt auf Epoxidharzbasis mit hoher Penetration. Durch das Galvanisieren wird auf der Oberfläche des Produkts eine Schicht schwarzen Lacks aufgetragen, die danach durch ein spezielles Einbrennen im Ofen fixiert wird.


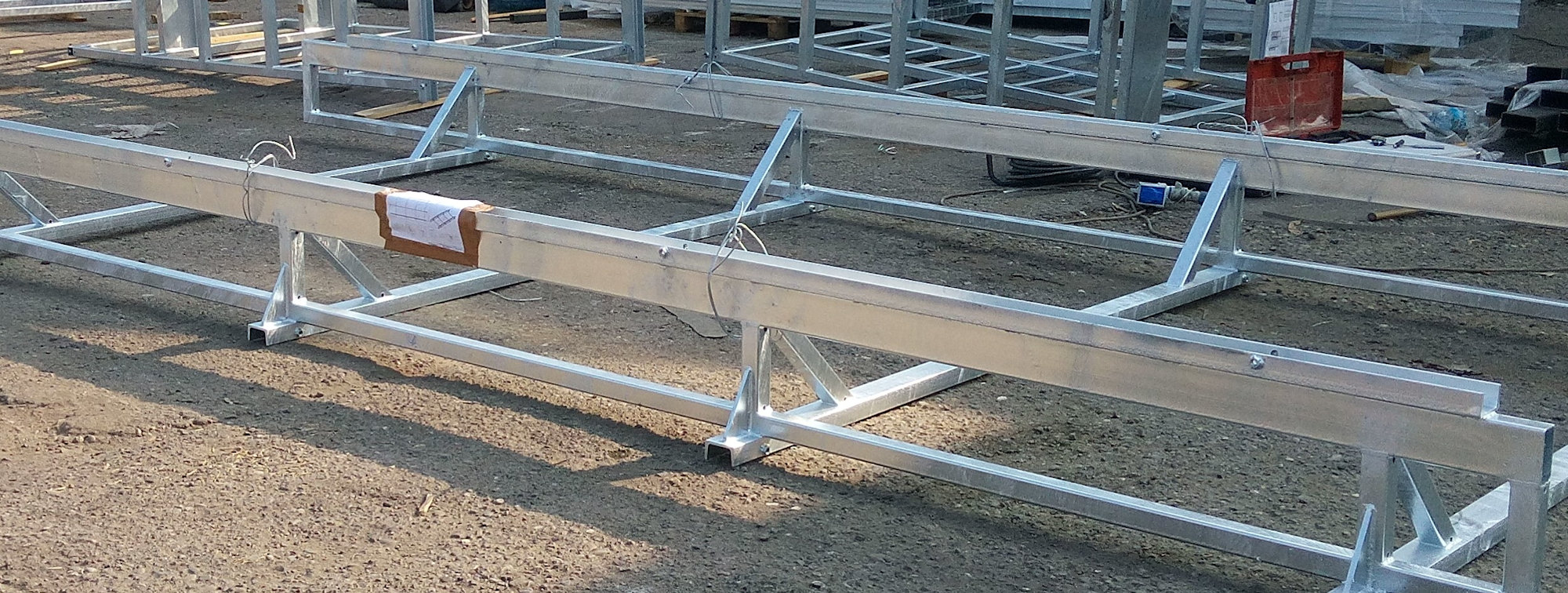
Die Verzinkung
Unter Feuerverzinkung versteht man normalerweise das Eintauchen des Stahlprodukts in ein Bad aus geschmolzenem Zink, das auf einer Temperatur von 450°C gehalten wird, wodurch der Stahl mit einer dünnen und widerstandsfähigen Zinkschicht bedeckt wird. Dank der Vorbehandlung in einem Bad aus geschmolzenen Salzen von Zinkchlorid und Ammoniumchlorid wird der Stahl mit Zink überzogen, dessen Stärke aufgrund der Auftragung der Schutzschicht wesentlich höher ist als die der elektrolytischen Verzinkung. Der Vorgang kann in folgende, voneinander getrennte Phasen unterteilt werden: Entfetten und Beizen durch Tenside und Salzsäure; Durchspülen; Eintauchen in Ammoniumchlorid- und Zinkchloridlösung; Verzinken: Eintauchen, nach Vorwärmen auf 100°C, in Becken mit geschmolzenem Zink bei 450°C bis das der Stahl die gleiche Temperatur wie das Zink erreicht hat. Abkühlen an der Luft oder im Wasser, auf das eine Passivierungsbehandlung folgen kann.